
Drill Stem Quenching and Tempering System is a core component in the manufacturing of oil and gas exploration equipment. It is specifically designed for the quenching and high-temperature tempering of drill pipes (typically made of high-strength alloy steels such as 4145H and S135) to optimize their comprehensive mechanical properties (high strength, high toughness, fatigue resistance) and meet standards such as API Spec 5DP/7-1. The following sections detail the production line’s core components, technical characteristics, and selection guidelines:
I. Core Components of the Production Line
| Module | Function Description |
|---|---|
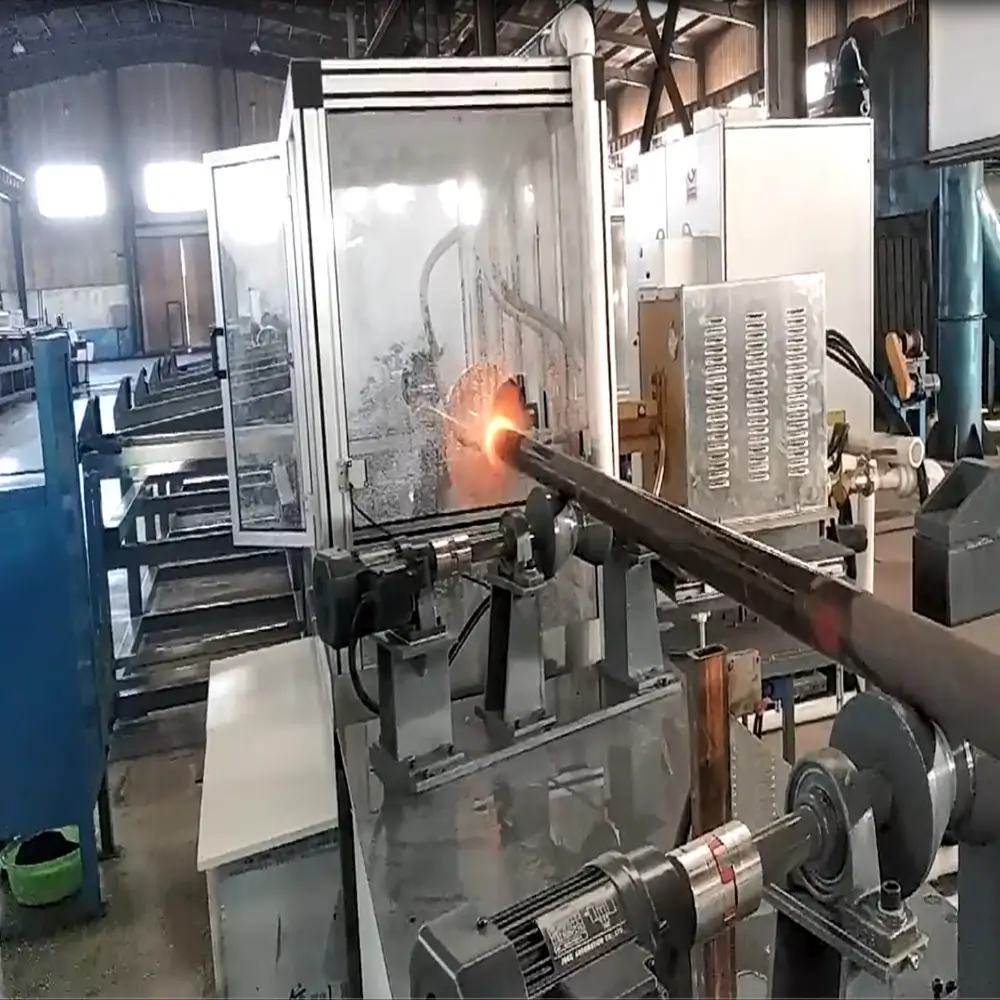
| Heating Furnace System | Induction heating furnace with a temperature range of 800–950°C (quenching) and 500–700°C (tempering), supporting continuous processing of long drill pipes (≤15m). |
| Quenching System | High-pressure water quenching tank (pressure 1–5 MPa) or polymer quenching medium (PAG), equipped with a spiral agitator and temperature control device (±5°C). |
| Tempering Furnace | Well-type electric tempering furnace or gas tempering furnace with temperature uniformity of ±10°C, supporting multi-stage holding processes (to eliminate residual stress). |
| Conveying and Straightening System | Roller conveyor + hydraulic straightening machine (straightness ≤1 mm/m) for automatic drill pipe transportation and deformation correction. |
| Intelligent Control System | PLC-based system integrated with temperature-time curve programming, energy consumption monitoring, and process data traceability (supporting MES integration). |
| Detection Module | Online hardness testing (Leeb/ultrasonic), metallographic analysis, and mechanical property testing machines (tensile, impact, torsion). |
II. Technical Characteristics and Advantages
-
High-Performance Quenching and Tempering
- Quenching Process: Induction heating (frequency 0.5–10 kHz) to 850–920°C for austenitization, followed by rapid water quenching (cooling rate ≥50°C/s) to obtain martensite/bainite microstructure.
- Tempering Process: High-temperature tempering (550–650°C for 2–4 hours) for dispersed carbide precipitation, resulting in hardness of HRC 28–35 and tensile strength ≥965 MPa (API 7-1 standard).
-
Continuous and Efficient Production
- Long Part Processing Capacity: Supports drill pipes with length ≤15m, outer diameter Φ60–170mm, and quenching-tempering cycle ≤8 hours (vs. traditional 12–24 hours).
- Production Capacity: Single line annual output of 20,000–50,000 tons (depending on drill pipe specifications), suitable for large-scale oilfield equipment manufacturing.
-
Precise Temperature Control and Uniformity
- Temperature Field Control: Dynamic power adjustment of induction heating (±1%) ensures axial/radial temperature difference ≤15°C.
- Microstructural Uniformity: Grain size of 7–9 grades (ASTM E112), impact toughness ≥60J (Charpy impact at -20°C).
III. Typical Technical Parameters
| Project | Parameter Range | Application Scenario |
|---|---|---|
| Drill Pipe Specifications | Outer diameter Φ60–170mm, length ≤15m, wall thickness 8–25mm | Deep well drill pipes, horizontal well drill pipes, ultra-deep well special drill pipes |
| Quenching Temperature | 850–920°C (for 4145H steel) | Martensitic transformation to enhance hardness and strength |
| Tempering Temperature | 550–700°C (material-dependent) | Stress relief to optimize toughness and fatigue resistance |
| Mechanical Properties | Tensile strength ≥965 MPa, yield strength ≥758 MPa (API 7-1) | High-torsion, high-tension, and collapse-resistant working conditions |
| Annual Capacity | 20,000–50,000 tons (depending on specifications and line configuration) | Large oilfield equipment manufacturing bases, drill pipe repair centers |
V. Selection Guidelines
(Note: The original Chinese numbering skips from “III” to “V,” likely a typo. The translation retains the original numbering.)
-
Process Requirement Analysis:
- Drill pipe materials (4145H, S135, high-alloy steel), outer diameter/wall thickness range, and tempering performance objectives (e.g., H2S corrosion resistance requirements).
- Production mode: new pipe manufacturing vs. old pipe repair, and compatibility with multiple specifications.
-
Priority of Key Configurations:
- Heating Method: Induction heating is suitable for high-alloy steel or local repair (rapid heating, low oxidation).
- Cooling Medium:
- Water quenching: For high-strength requirements (e.g., deep well drill pipes);
- Polymer quenching fluid: For thick-walled drill pipes to prevent cracking (controllable cooling rate).



